Cnc Taper & Radius Coordinator
cnc-taper-and-radius-coordinator
About App
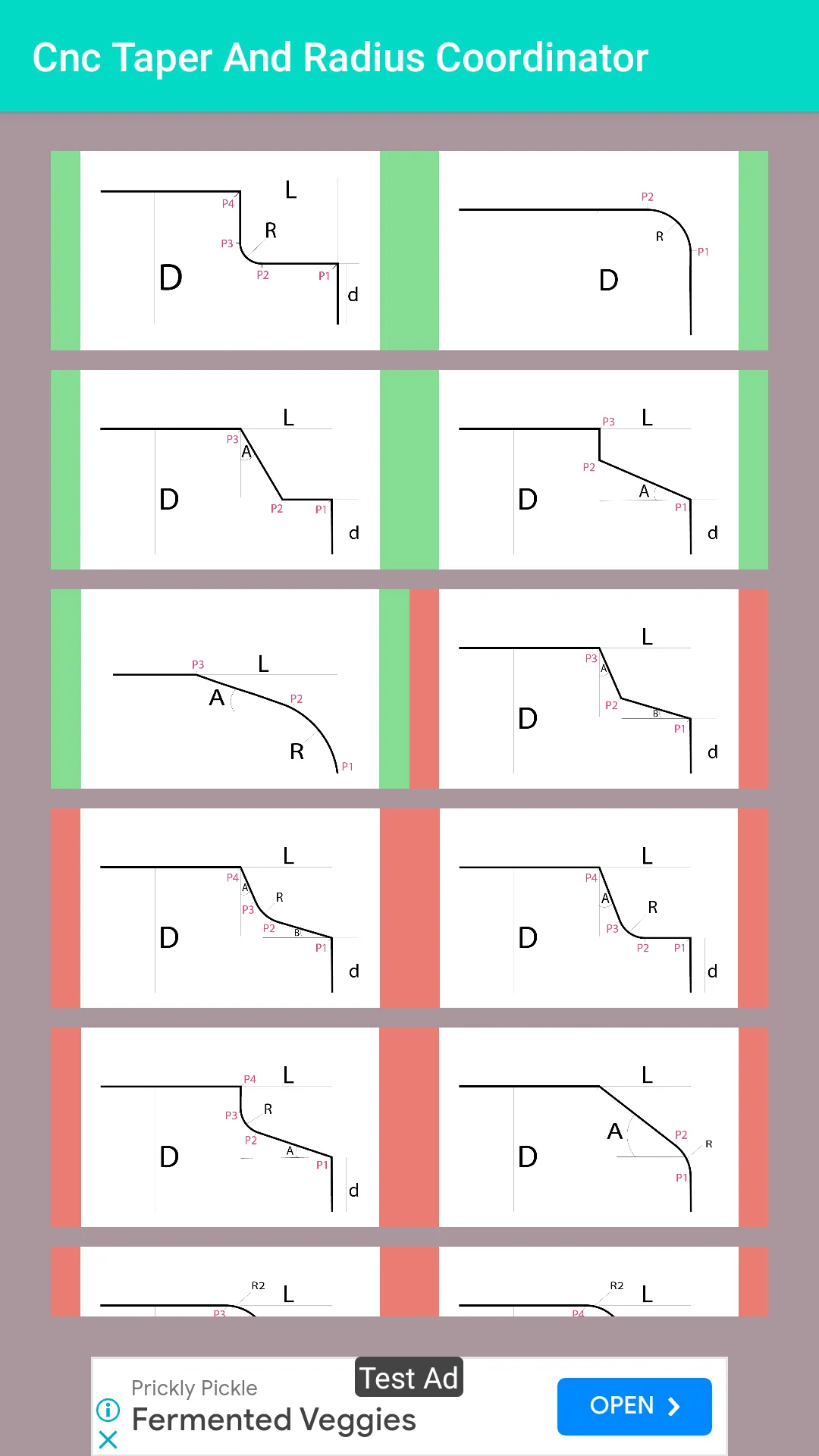
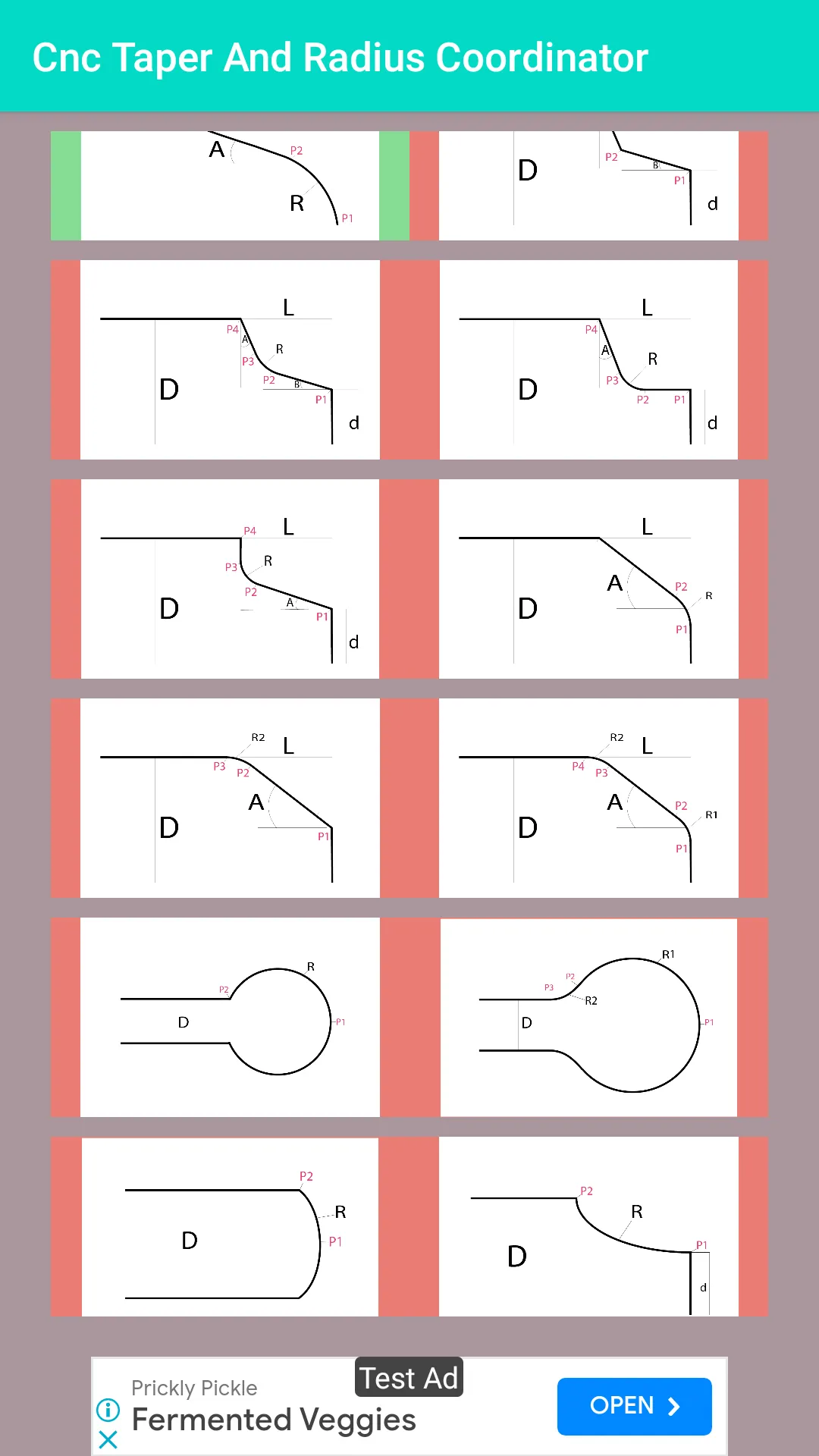
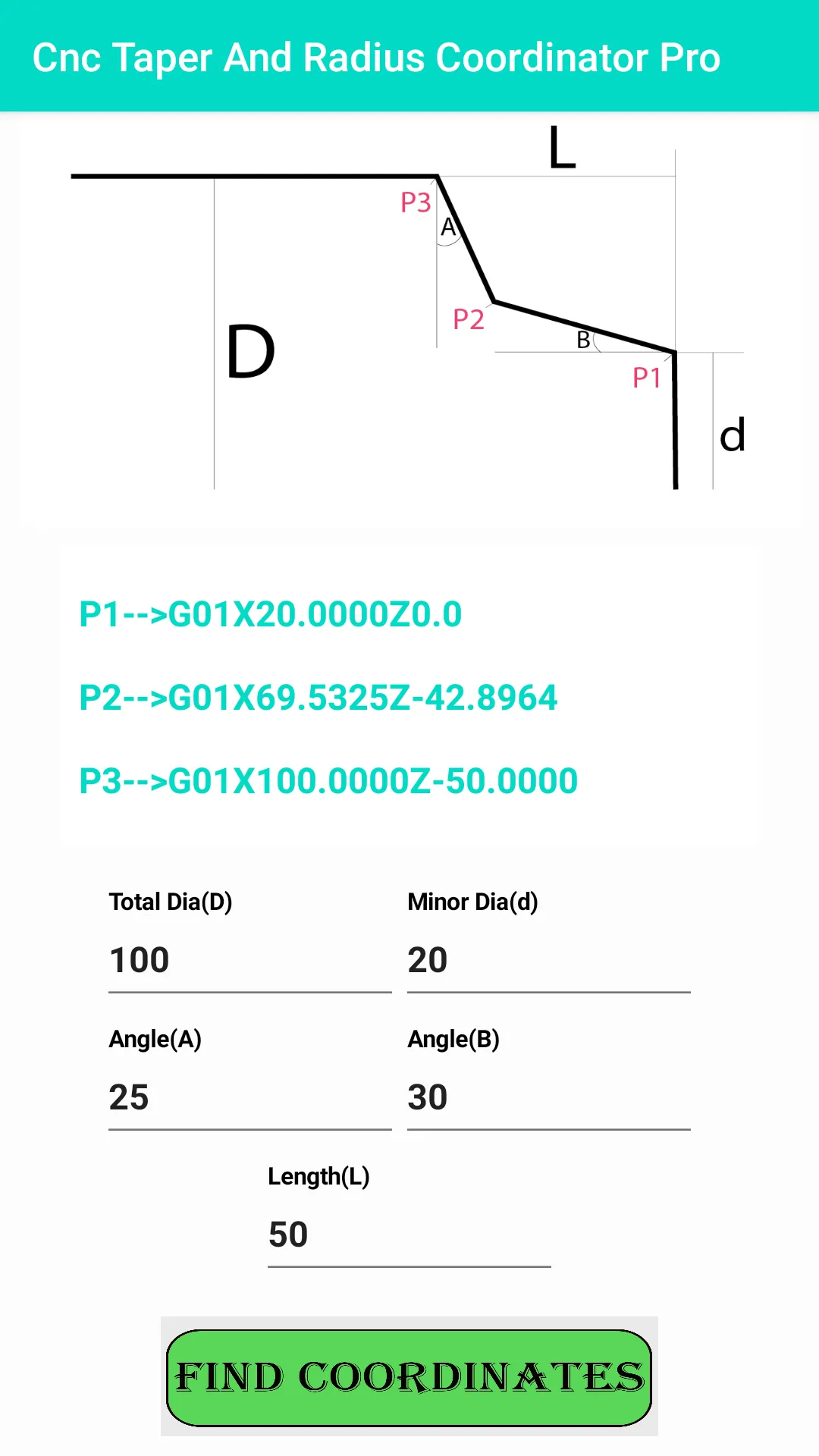
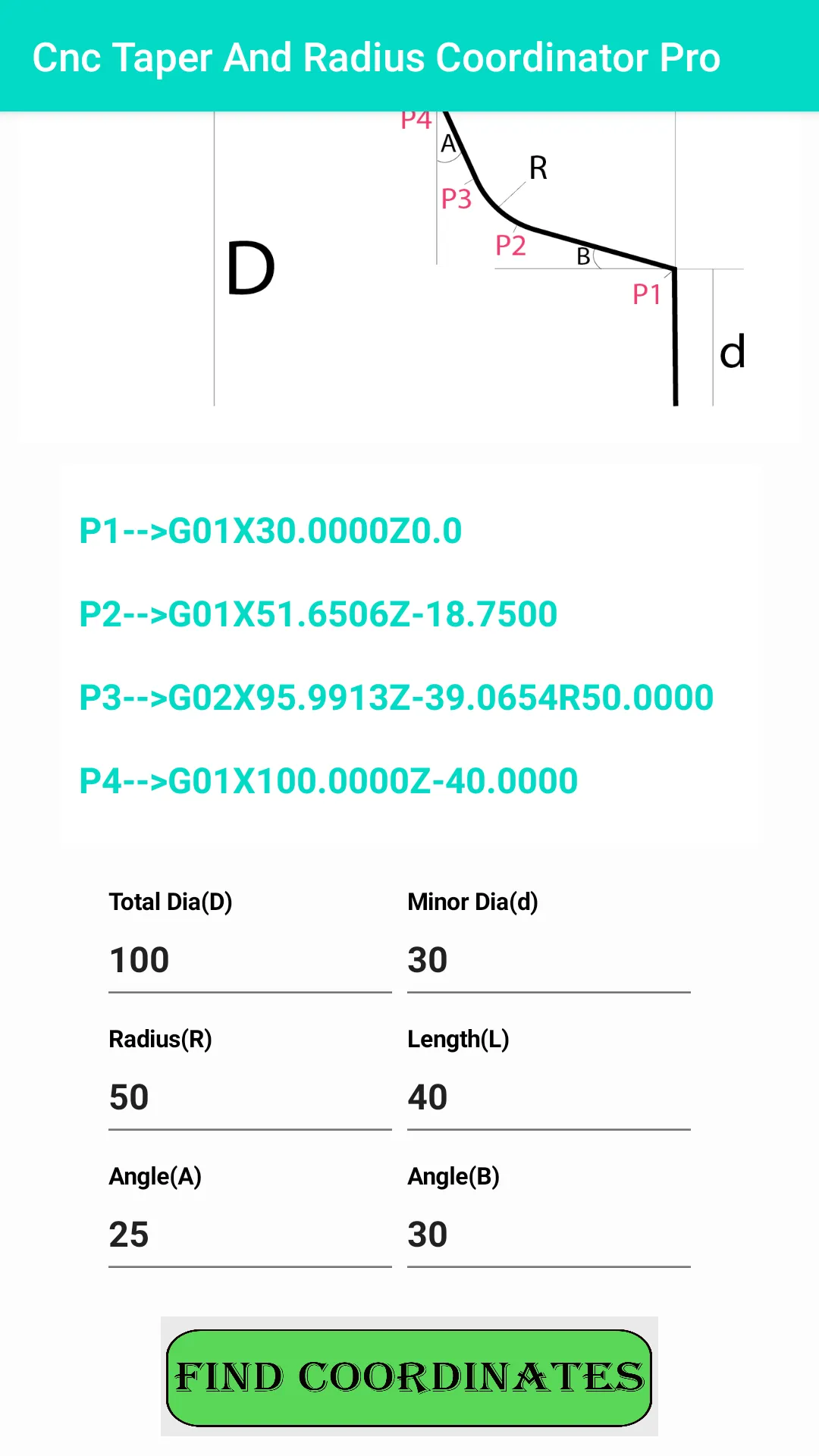
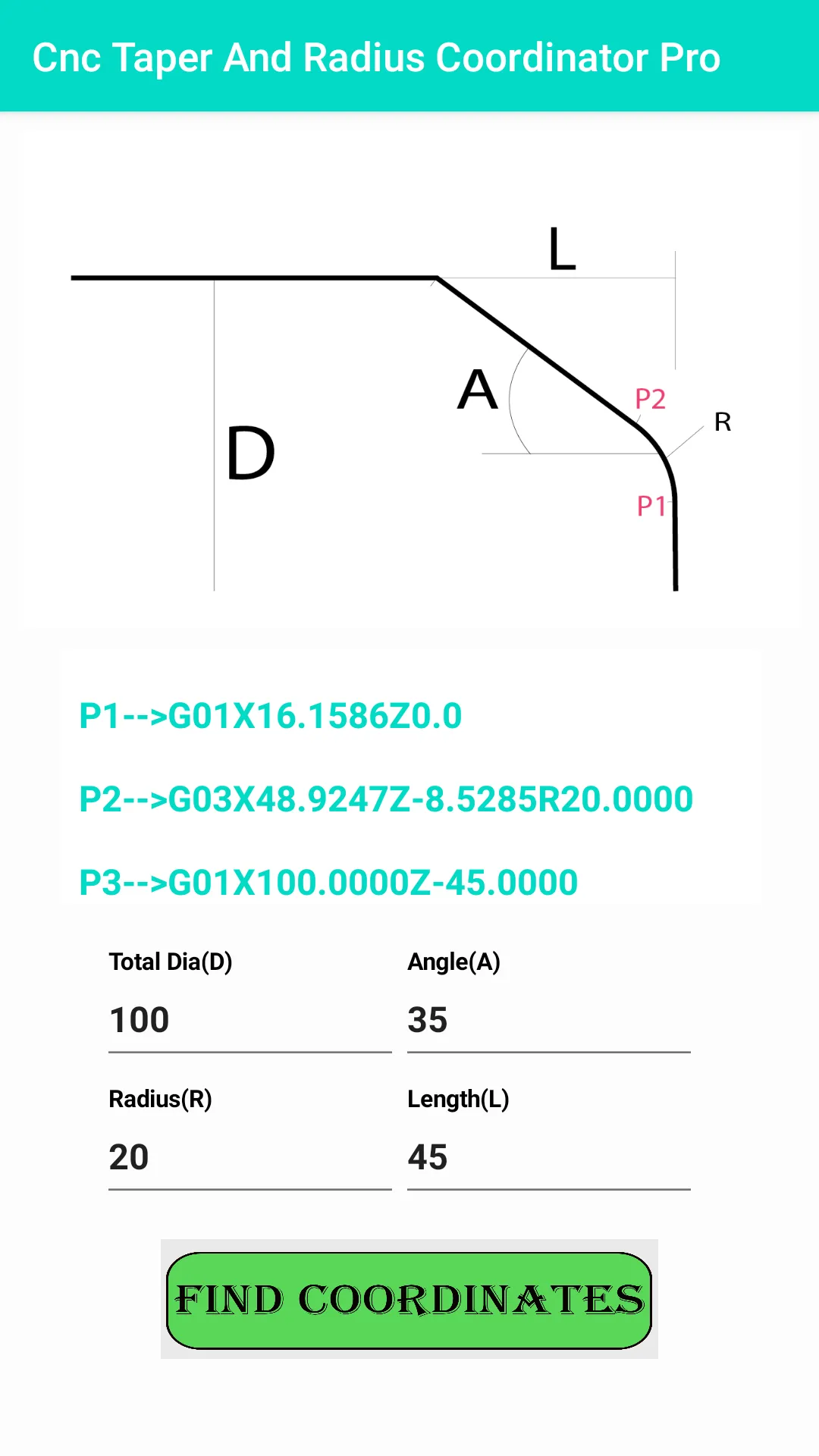
Using the chamfering function in the place where the CNC machining center is used for chamfering and rounding can simplify the program, not only can reduce the programming workload, but also reduce the probability of errors when using the CNC machining center to make plastic or metal aluminum machining parts. How To Program A Radius On A CNC Lathe? To program a radius on a CNC lathe, you need to know how to work with the machine’s control system. There are two options: – Using the program edit
Developer info